工作原理 :利用螺柱焊枪夹持焊接螺柱在一定的电流、电压参数下做提升运动,在提升过程中激发电弧焊接电源协调电弧的强度和燃弧时间,形成焊接熔池,熔池凝固,实现熔接焊接时间根据保护介质不同,分为瓷环保护螺柱焊和气体保护螺柱焊
详细描述如下:

独特的全自动引弧节浅埋技术,埋设深度仅1.5mm
相较传统的钻孔(3mm-6mm)、锤卯工艺
精度高、一致性好、引弧节铆接牢固
杜绝因传统钻孔工艺导致的焊肉空腔形成,保障焊接强度

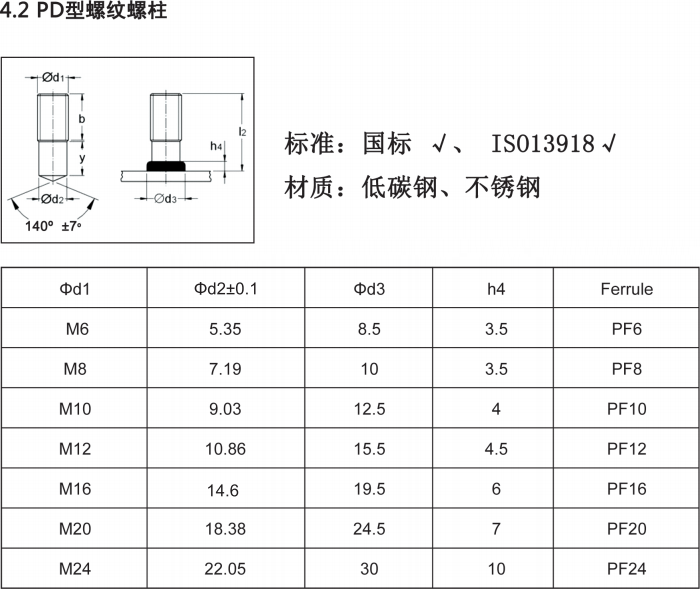
| PD 螺柱 | 带正常轴的螺纹螺柱 |
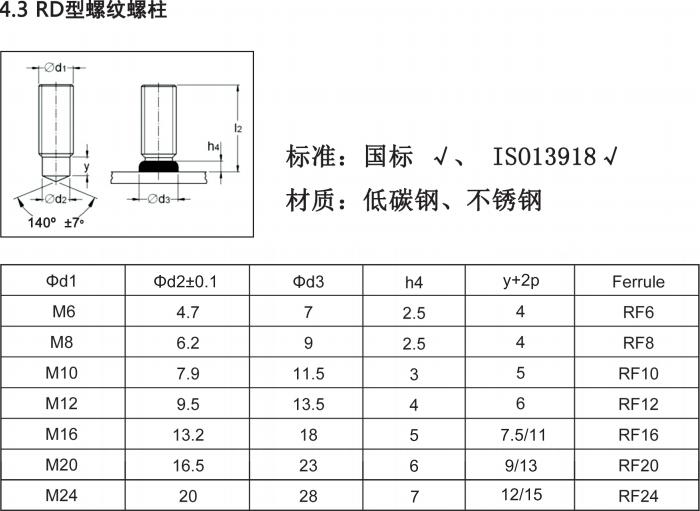
| RD 螺柱 | 带减少轴的螺纹螺柱 |
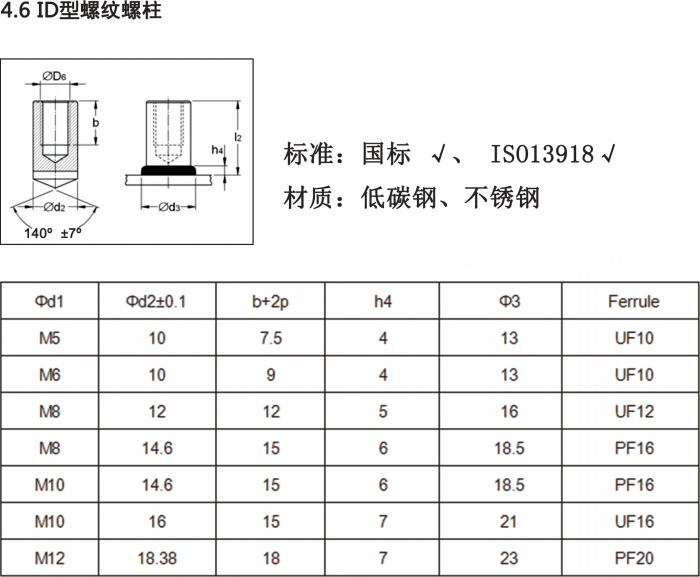
| ID 螺柱 | 内螺纹螺柱 |
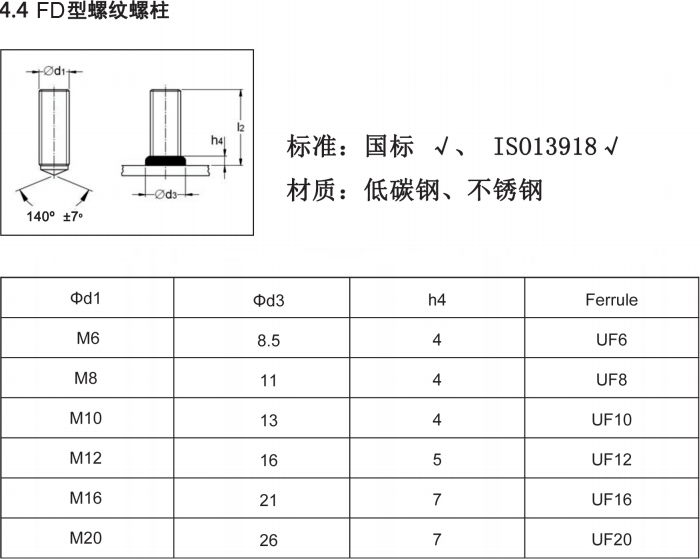
| FD 螺柱 | 全螺纹螺柱 |
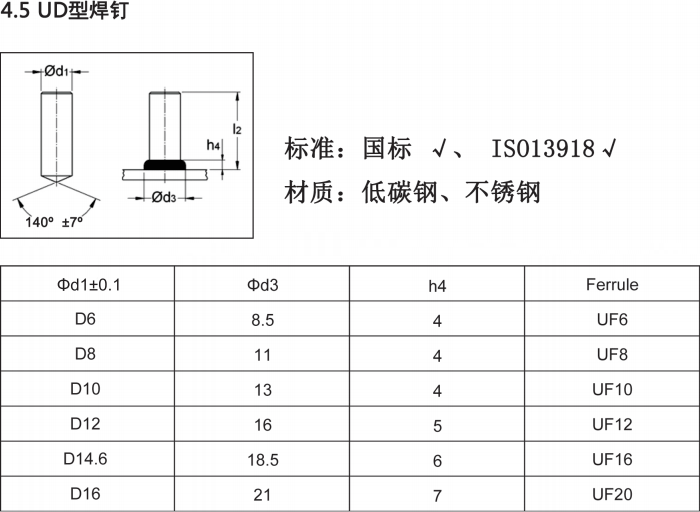
| UD 螺柱 | 无螺纹螺柱 |

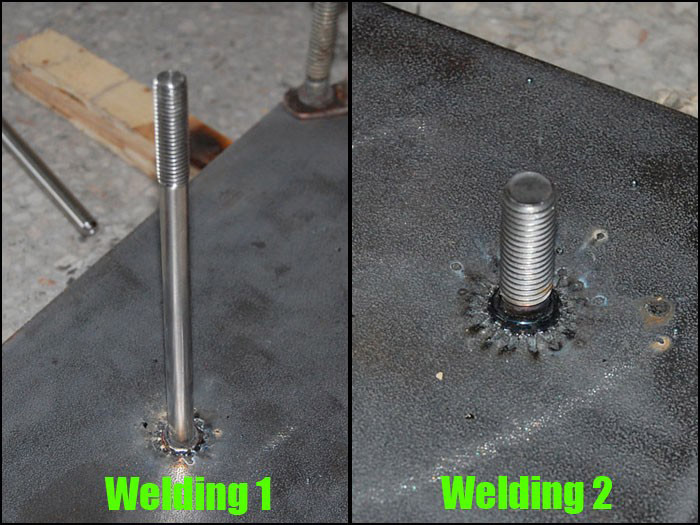
| 1、将焊接螺柱固定在焊枪夹头上,设置好陶瓷环,并垂直于工件板面,在焊枪的弹簧压力下,将焊接螺柱垂直压在工件板面 |
| 2、触动开关,焊枪内的电磁驱动装置提升,焊接螺柱离开工件表面,焊接螺柱和工件之间开始引弧 |
| 3、电磁驱动装置压降,焊接螺柱尖端和工件之间电弧点火 |
| 4、焊接螺柱和工件被熔化 |
| 5、在设定焊接时间结束后,两个融区结合,焊接螺柱固定在工件上,电源切断,融合区域冷却巩固,焊接时间:100-3000毫秒 |



 苏公网安备 32021102000850号
Copyright © 2018 无锡肯特螺柱焊接有限公司 All rights reserved.
苏公网安备 32021102000850号
Copyright © 2018 无锡肯特螺柱焊接有限公司 All rights reserved.
 中文
中文 English
English














